

Car Bottom Annealing Furnace
The car bottom annealing furnace is a heavy-duty industrial furnace for annealing large metal workpieces – steel structures, castings, forgings, welded assemblies, that kind of thing. The design uses a movable car bottom, or trolley if you prefer. You load your heavy materials onto the car outside the furnace, roll it in, heat it up, cool it down slowly. The whole point is to get rid of internal stress, make the material more ductile, refine the grain structure, and improve machinability.
Danyang Dingfeng Industrial Furnace Co., Ltd. is one of the most reliable manufacturers and suppliers of car bottom annealing furnace in China. If you're going to wholesale durable car bottom annealing furnace made in China, welcome to get pricelist from our factory. All customized products are with high quality and low price.
Product Definition
The car bottom annealing furnace is a heavy-duty industrial furnace for annealing large metal workpieces – steel structures, castings, forgings, welded assemblies, that kind of thing. The design uses a movable car bottom, or trolley if you prefer. You load your heavy materials onto the car outside the furnace, roll it in, heat it up, cool it down slowly. The whole point is to get rid of internal stress, make the material more ductile, refine the grain structure, and improve machinability. You'll find these furnaces in steel processing, machinery shops, pressure vessel makers, automotive, aerospace, and general metal fabrication.

Working Principle
- Loading first. Use a crane or forklift to put your workpieces on the movable car. Do this outside the furnace – much easier.
- Heating cycle. Pull the car into the furnace, seal the door. Then the furnace follows a temperature curve you've set. Ramp up, soak, cool down slowly. That changes the material's microstructure. Lowers hardness, improves ductility.
- Controlled cooling. After the soak period, you cool the workpieces at a controlled rate. Some people cool them inside the furnace. Others pull the car out to a designated cooling area. Depends on the material.
- Unloading. Cycle finishes, temperature drops to a safe level, move the car out, unload your parts.

Features
- Temperature uniformity. We spec ±10°C across the working zone when loaded, not just empty. I'll give you an example: one customer runs 40-ton forging dies in a 5m x 3m x 2m chamber. We placed nine thermocouples inside the load – corners, edges, center. The worst deviation was 8°C at the bottom rear corner because the car seal had a 3mm gap. Fixed the seal, dropped to 5°C. That's real uniformity.
- Heavy load capacity. Our standard car bottoms handle up to 80 tons. For one mining equipment customer we built a 150-ton version with reinforced rails and an extra set of load wheels – eight wheels instead of four, because the floor rail pressure would have been too high otherwise.
- Annealing control. We use PID with overshoot limiting. A typical cycle for 42CrMo4 dies: heat from ambient to 850°C at 80°C per hour, hold for 6 hours (25mm per hour rule of thumb for section thickness), then cool to 650°C at 30°C per hour, then faster to 400°C, then open. That ramp-down control is where cheap controllers fail – they just cut power and let it coast. Ours actively modulates.
- Energy efficiency. Fiber lining thickness is 350mm for side walls, 400mm for the roof. Measured heat loss on a 650°C holding cycle is about 45 kW for a 30-ton furnace. A brick-lined equivalent would be closer to 90 kW. One customer calculated his payback period at 14 months based on his natural gas price.
- Heating options. For electric: we distribute resistance wire in zones – typically three zones lengthwise, two side to side. Each zone has its own SCR and thermocouple. For gas: we use ribbon burners along both side walls, low NOx type with 15:1 turndown ratio.
- Material handling. The car drive is a motor-reducer with sprocket and chain. Travel speed about 3 m/min. We've learned to put limit switches at both ends with an extra set of mechanical stops – had one runaway car years ago that went off the rails and cost us a week of repairs.
- Furnace construction. The car uses high-alumina bricks on top (grade SK34, 1.8 g/cm³ density), then insulation bricks underneath. The car bottom annealing furnace body uses fiber modules anchored with Inconel studs – stainless steel studs would creep and fail above 700°C after a few cycles.
Applications
- Heavy machinery. One customer anneals 25-ton excavator arm castings. The old furnace had a 40°C spread from top to bottom. Parts were cracking during machining. We installed baffles in the circulation duct and brought the spread down to 9°C. No more cracks.
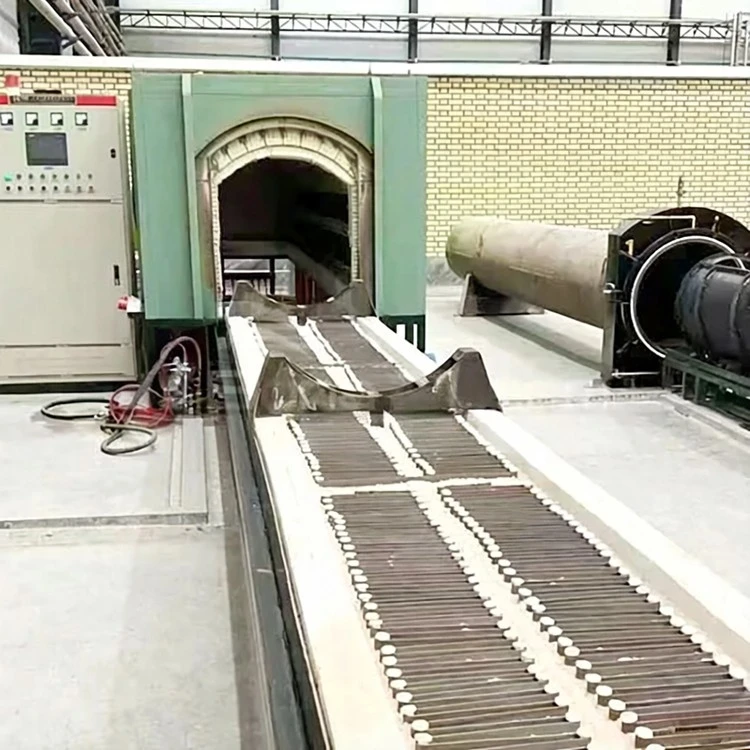
- Steel and pipe manufacturing. Large diameter pipes up to 2m OD, 12m long. The challenge isn't temperature – it's sagging. We add support saddles on the car, cast from the same high-chrome alloy as the bottom plate, spaced every 1.5m.
- Automotive and aerospace. Engine blocks, transmission parts. For aerospace we've done solution annealing of Inconel 718 turbine housings. That requires 980°C soak followed by rapid cooling. Our electric version with forced circulation fan handles it fine. The gas version doesn't – flame impingement causes hot spots.
- Tool and die industry. Soft annealing of large die steels. A forging die maker in Ohio runs a 24-hour cycle: heat to 820°C, hold 10 hours, cool to 550°C at 20°C per hour, then furnace off. He told me his carbide drills last twice as long since he switched from his old brick furnace to our fiber one.
- Energy sector. Wind power components – main shafts 8m long, 30 tons. The trick is supporting them so they don't warp. We design the car with adjustable-height posts, each with a thermocouple embedded, because the shaft ends cool faster than the middle.

Customization Capabilities
Dingfeng Industrial Furnace – we modify things based on what you actually need.
Dimensions and load
We've built chambers from 2m x 1.5m x 1m up to 12m x 5m x 4m. The real limit is rail pressure. Standard industrial floor can take about 10 tons per square meter. Above that, you need either a thicker slab or more wheels.
Atmosphere control
We add a Nitrogen system with flow control and oxygen sensor. One stainless casting customer reduced scaling from 2mm to 0.2mm per cycle. That's about 100 kg less grinding waste per batch.
Cooling systems
Forced cooling fans – we put two axial fans in the roof, 5 kW each, wired so they only run after the burners are off. One heat treater cuts his cycle time from 18 hours to 11 hours using that option.
Automation
We've done full PLC control with recipe storage for up to 100 cycles. Remote monitoring via Ethernet – some customers track their car bottom annealing furnaces from home on weekends. But I'll be honest: I've also got customers who have been using the same manual controller for 20 years and don't want touchscreens near their foundry floor.
Hot Tags: car bottom annealing furnace, China car bottom annealing furnace suppliers, factory






Send Inquiry